





 扫一扫
扫一扫
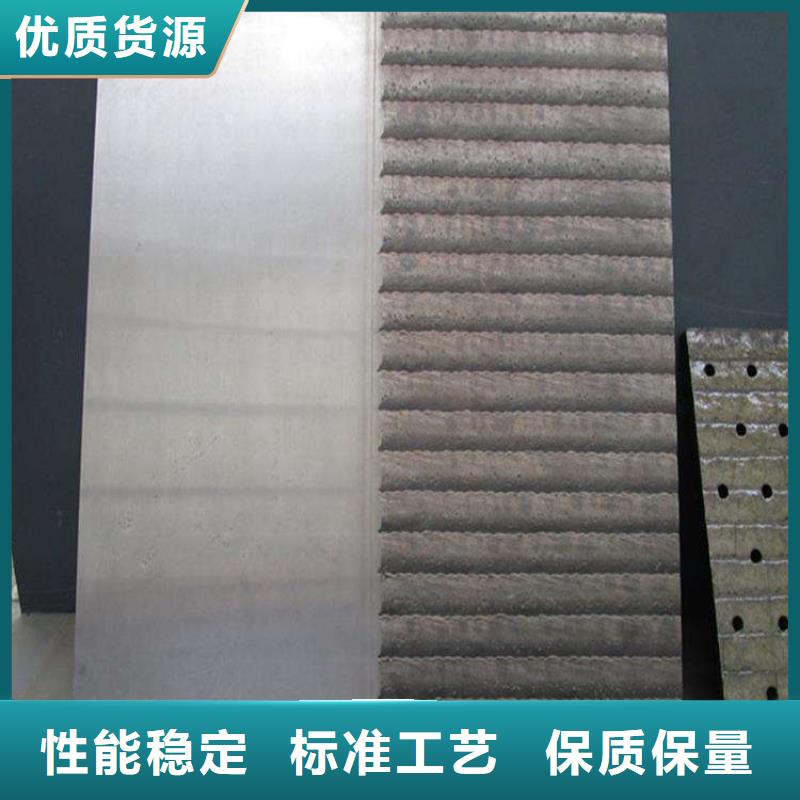
(当地)堆焊耐磨板高锰耐磨钢板好产品有口碑")
涌华金属科技有限公司从事 耐磨钢板、产品研发与制造多年,积累了丰富的 耐磨钢板、行业经验,为客户提供独到的解决方案,以诚信、实力和产品质量获得业界的认可!
(当地)堆焊耐磨板高锰耐磨钢板好产品有口碑")
流程一:堆焊耐磨板的生产加工,堆焊耐磨板依照当场评测规格生产加工成形、并且经过喷砂处理等不光滑解决,外抛头露面先做防锈。
流程二:金属表面处理,混泥土表层涂刷层打除、凸凹面过较大用磨光机磨去。
流程三:化学螺栓安裝,在混泥土上安裝导向用化学螺栓。
流程四:堆焊耐磨板安裝,堆焊耐磨板上按置间距物品(以利于引入原材料均值遍布)。
流程五:封缝,选用环氧树脂胶(SB970)或质轻水泥构件(SBLEM),将堆焊耐磨板四周及引入孔周边密封性,另外开展引入孔和透出气孔安裝固定不动。
流程六:引入材注浆,视混泥土自身危害水平挑选引入原材料(如挑选原材料时空隙操纵于5-7mm;如选用预拌型无收拢混凝土时,其空隙操纵于2-765px)、以设备工作压力注浆方法灌进原材料
流程七:查验,全方位检查堆焊耐磨板空隙注浆饱满度。
流程八:喷涂,相互配合当场颜色施胶堆焊耐磨板专用型喷涂原材料
(当地)堆焊耐磨板高锰耐磨钢板好产品有口碑")
(当地)堆焊耐磨板高锰耐磨钢板好产品有口碑")
(当地)堆焊耐磨板高锰耐磨钢板好产品有口碑")
热成型间接成型工艺的优点
(1)可以形成具有复杂形状的车载部件,并且可以获得几乎所有的当前冲压载体。
(2)在预成型片材之后,随后的热成型过程不需要过多地考虑片材的高温成形性能,并且可以确保片材完全淬火以获得所需的马氏体结构。
(3)预成型片材后,可以通过修边,耐磨钢板一般是什么材质的,翻边,冲孔等加工,以避免片材淬火和硬化后加工困难的问题。
热成型直接成型工艺意味着将片材加热至奥氏体化温度一段时间,然后直接放入具有冷却系统的模具中进行成型和淬火。
(当地)堆焊耐磨板高锰耐磨钢板好产品有口碑")
(当地)堆焊耐磨板高锰耐磨钢板好产品有口碑")
钢板的尺寸、外形、重量及允许偏差符合GB/T709-2006的规定,该标准的四类厚度偏差类别可供用户选择。
为增加标准的灵活性, 限度满足用户要求,体现标准的 自由度原则,本标准规定经供需双方协议,可供应其他尺寸、外形偏差的钢板。
(当地)堆焊耐磨板高锰耐磨钢板好产品有口碑")
技术支持:059t.com